
Stefan Magerl(左),EBM-PAPST LANDSHUT和REMO FEDELE(右)的平台开发工程师,EBM-PAPST Mulfingen的高级开发工程师
在压铸中,将熔融金属按在高速度和巨大压力下的模具中。门VG中熔融金属的速度通常在30至60 m/s之间。铸造压力达到400至800 bar之间。高模具填充速率和高压力使得具有高维精度和非常好的表面特性的铸件成为可能。特定的铸造压力发生在永久模具的腔中。这越高,栅极速度越高。
当计算铸造压力时,重要的是要使必须克服的流动阻力在横截面和方向,拐角处,边缘和壁粗糙度的变化处发生。这些电阻是使用无量纲数量(电阻系数)计算的φ。根据Bernoulli方程式P =(VA2)/(2φ2),金属压力与栅极速度或流速之间存在关系。在低速度下,在液体金属的二次压缩在霉菌腔中的二次压缩之前,栅极有凝固的风险。它还导致流结构(例如炉渣或氧化物颗粒)以及局部堵塞的不规则性。然而,低流量确实会导致湍流较小,并且对于从霉菌腔中去除气体方面是有利的。
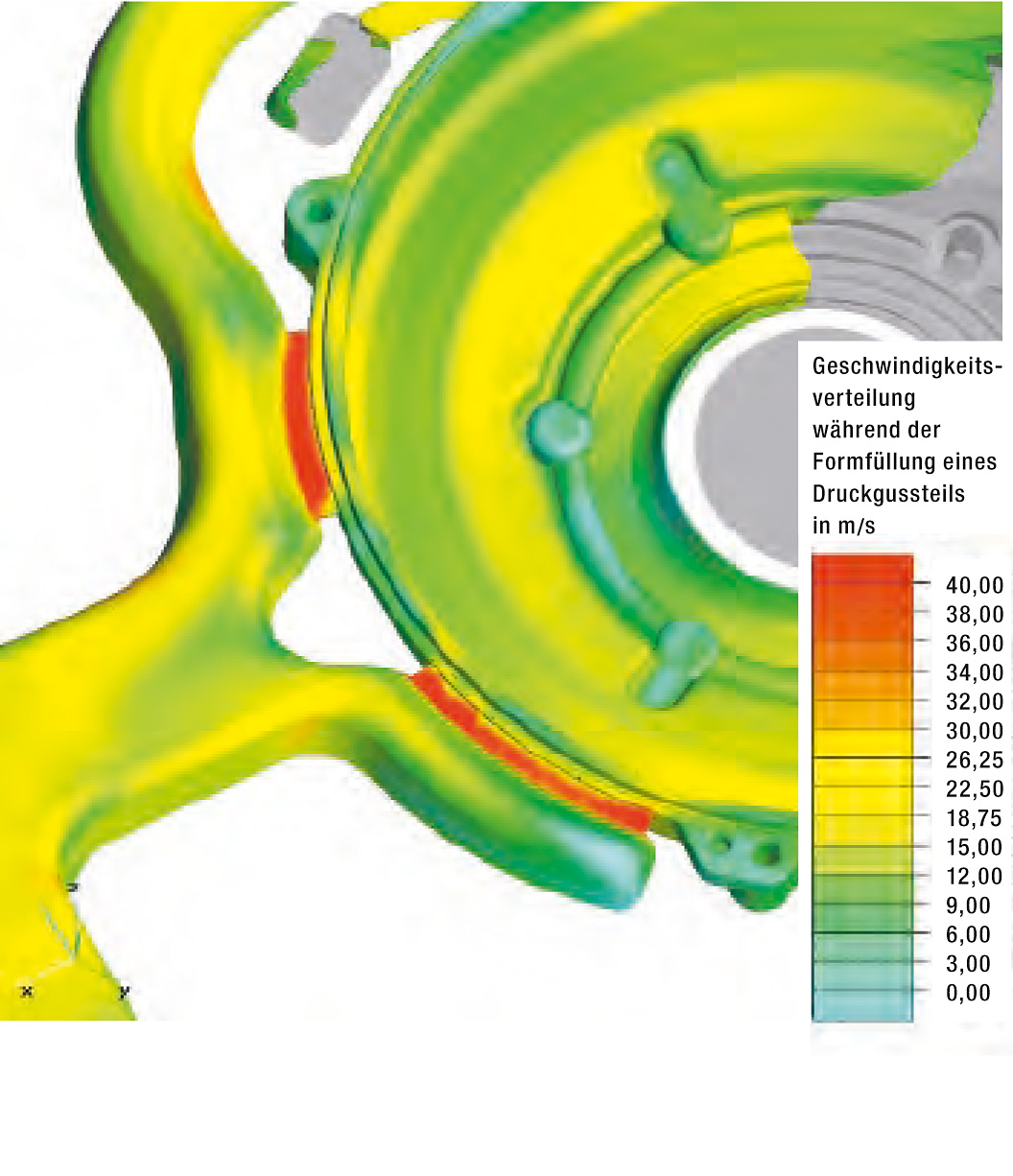
流速表示
与较高流量相关的当地磨损和气蚀缩短了铸造模具的使用寿命。但是,这些通常通常会产生光滑表面和细粒结构的铸件。
因此,根据铸件和铸件的不同,重要的是选择适当的特定压力以获得最佳质量。铸造模拟在这里可能会有所帮助。该数值模拟主要是Bernoulli方程的数学描述。它提供了压力和流量之间的关系的图形表示,这是各种合金的最佳铸造温度的函数。通过获得的结果,可以最佳设计组件和工具。
发表评论